Ask The Grinding Doc: Decrease diameter, increase speed
Dear Doc: I installed a variable-speed drive on a cylindrical grinder. The wheels start at 18" and stub-out at 15". Should I increase the rpm as the wheel diameter gets smaller? Read the full report for the Doc's reply.
Dear Doc: I installed a variable-speed drive on a cylindrical grinder. The wheels start at 18″ and stub-out at 15″. Should I increase the rpm as the wheel diameter gets smaller?
The Doc Replies: If you want more consistent grinding, maintain a constant surface speed. The basic equation is: new rpm = original rpm × original diameter ÷ current diameter. So, if you were happily running your new 18″ wheel at 1,800 rpm, once it gets down to 15″, run it at 2,160 rpm (1,800 × 18 ÷ 15). Be sure to stay within the maximum safe speed printed on the wheel
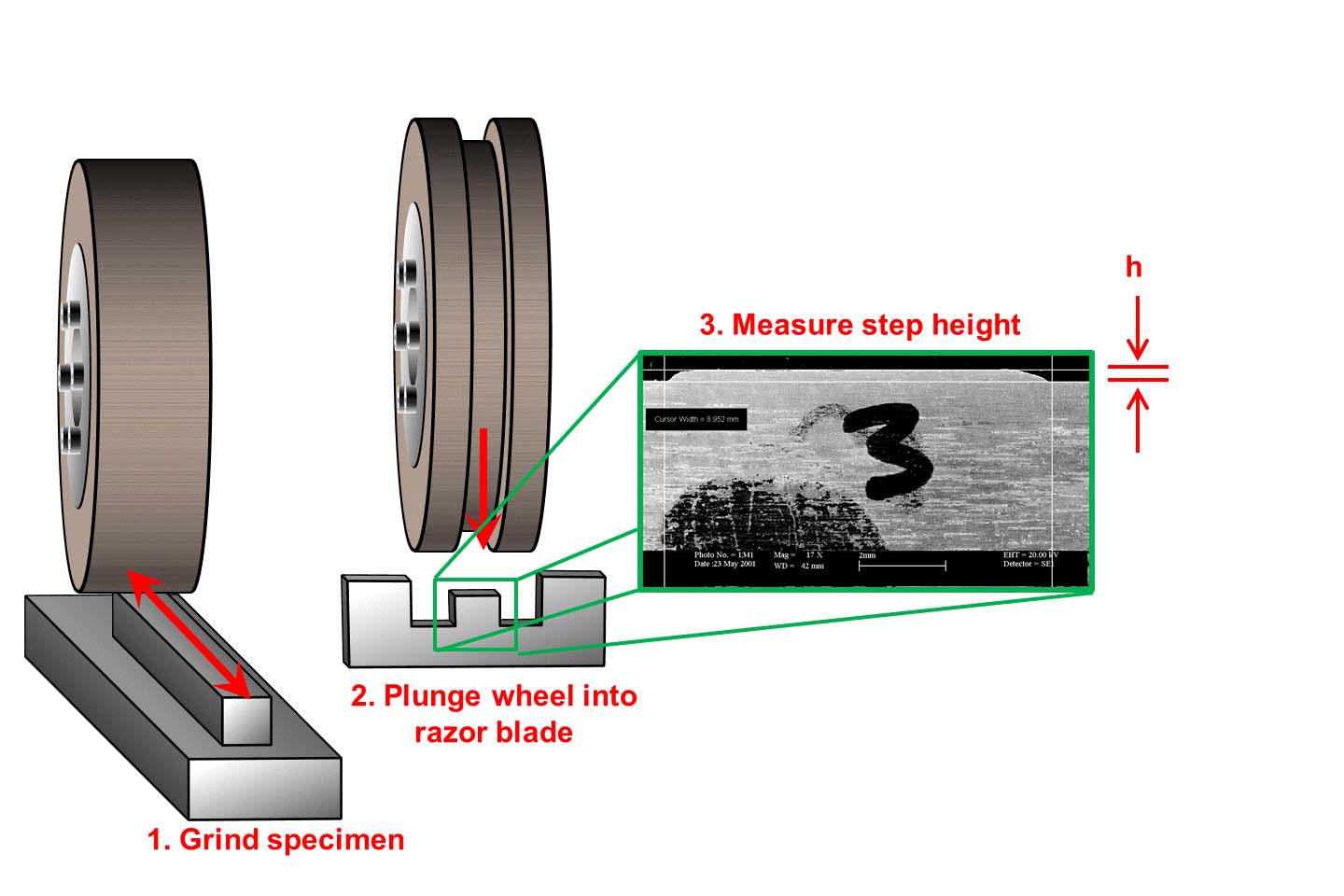
The steps to measure wheel wear with the “razor blade test.” Image courtesy of J. Badger.
That’ll help you maintain a fairly constant chip load during grinding. As the wheel diameter gets smaller, the grinding arc length gets smaller, meaning fewer grits are in the action. If you want to maintain exactly the same chip load, the equation is: new rpm = original rpm × (original diameter ÷ current diameter)1.5. So, if you were running your new 18″ wheel at 1,800 rpm, run it at 2,366 rpm [1,800 × (18 ÷ 15)1.5] once it gets down to 15″—again, within the safe speed.
If the CNC program inputs surface speed and not rpm, the equation is: new surface speed = original surface speed × √(original diameter ÷ current diameter). So, if you were running your new 18″ wheel at 8,500 sfm, once it gets down to 15″, run it at 9,311 sfm [8,500 × √(18 ÷ 15)].
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion