Abrasive adaptation: Turning Performance
Abrasive waterjet users can benefit by learning about the technology's expanding applicability.
Abrasive waterjet users can benefit by learning about the technology’s expanding applicability.
Abrasive waterjetting can help job shops and other part manufacturers expand their production capabilities. Maximizing this investment requires taking the time to learn about and evaluate how some of the technological breakthroughs have expanded the applicability of waterjet machining.
The process provides unmatched versatility, ease of use and fast setup times, according to its advocates. “The reason people want to use it is it gives them real flexibility,” said Laird Parry, senior applications engineer for waterjet systems manufacturer OMAX Corp., Kent, Wash. “Whether for research or production, a shop can take any job that walks in the door. They can cut it.”

Courtesy of WARDJet
Waterjetting can cut a broad range of materials, including aluminum, brass, copper, stainless steel, nickel alloys, titanium and composites, and thicknesses. Typically, an abrasive waterjet cuts any material up to 6 ” thick, but cutting thicker materials is possible. “We’ve cut 16 ” of Inconel,” said Ben Callahan, regional sales manager for Jet Edge Inc., St. Michael, Minn., a waterjet systems manufacturer. “It is slow, but it can be done.” He noted Inconel is difficult to cut with conventional machine tools because it workhardens rapidly and either the workpiece or cutting tool can plastically deform.
A big advantage of waterjet machining is it doesn’t create a heat-affected zone (HAZ) and it doesn’t change the molecular structure of the material it is cutting. “Because waterjet cutting is a cold cutting process, it does not interfere with the intrinsic properties of the material,” said Chip Burnham, vice president of marketing for Flow International Corp., Kent, Wash., a waterjet machine builder. “No HAZ or mechanical stresses are left on a waterjet-cut surface.”
Another advantage is there is no, or minimal, burr creation. Thin materials cut via waterjet can sometimes have a burr unless very fine abrasive is used, noted Jeff Day, sales manager for WARDJet Inc., Tallmadge, Ohio, a waterjet machine builder.
Although waterjet machines are not as accurate as conventional machine tools, such as mills and lathes, they can potentially achieve ±0.003 ” tolerances or tighter. If the job requires tighter tolerances than a waterjet can provide, waterjetting is also good for producing semifinished or near-net-shape parts suitable for finishing with conventional machining.
Waterjet machining’s flexibility makes it useful for production parts and one-offs. “You can set it up and run it all day doing a production run,” Callahan said. “But if you need to, you can load another workpiece, do a one-off and then go back to your production run. You don’t have to retool and put new fixtures on it. With waterjet, you just put it in place, add a couple of weights or clamps and you are ready to go.”
Thanks for the Complement
“Another tool in the toolbox.” “Shortstop of the cutting world.” “Another bullet in the chamber.” All these sayings have been used to describe a waterjet machine. Shops often find abrasive waterjet machining is an ideal complement to their other manufacturing processes, including traditional machining and wire EDMing. Waterjet also can pick up where laser and plasma leave off.
“For any given part, a manufacturing engineer usually has more than one way to make it,” Burnham said. “Virtually all machining processes have supplementary and complementary overlap with other processes, and the waterjet is no different.”
Although laser cutting machines are generally faster than waterjet machines, lasers are limited somewhat in the materials they can cut, such as no highly reflective metals or composites, and they create a HAZ. Also, lasers typically cut materials thinner than 1 “.
“Thin, mild steel under 3⁄8 ” thick would likely go onto a 4kW laser instead of a waterjet, unless the batch size is very small,” Burnham said. “But change the example to 1 “-thick aluminum, 0.6 “-thick titanium or any composite of any thickness and waterjet is the choice, regardless of batch size.”
Plasma cutting also generally creates a relatively large HAZ and is limited in the materials it can cut. “Plasma is very fast and inexpensive,” WARDJet’s Day said. “Where abrasive waterjet may cost you $25 to $35 an hour to run, a plasma cutter may only cost $5 or $6 an hour to run. The disadvantage of plasma is the quality is not very good and the process creates burrs. Also, it only works with conductive materials.”
Pump Discussion
Pump technology is a key part of abrasive waterjet machining. Two basic types of waterjet pumps are available: direct drive and intensifier.
A direct-drive pump uses a crank to drive the pump’s plunger; an intensifier uses a hydraulic cylinder to drive the plunger. “Direct drive is a little more efficient,” Jet Edge’s Callahan said. “The pistons are directly coupled to the crankshaft on the motor, so you are not losing any energy. With an intensifier pump, the hydraulic pump builds the hydraulic pressure and then does the shifting, so energy is lost.” Jet Edge offers direct-drive and intensifier pumps.

Courtesy of KMT Waterjet Systems
Abrasive waterjet systems can cut a broad range of materials, such as this thick titanium workpiece.
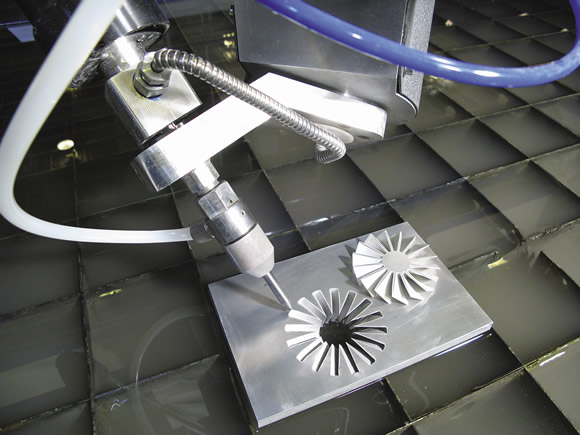
Courtesy of WARDJet
WARDJet’s Psy-Winder 5-axis cutting head was used to cut this fan blade from ½ “-thick aluminum.
Direct-drive pumps initially cost less than intensifier pumps, but require more maintenance. They are generally for shops that operate single-cutting-head systems. Direct drive can also be used for multiple-cutting-head applications, but the heads have to be coordinated because they are cutting the same part and turning on and off at the same time. As far as the pump is concerned, it is a single head.
Intensifier pumps are good for higher volumes and thicker materials. An intensifier pump is not as efficient as and costs more than a direct-drive pump. However, it typically has a longer seal life than its counterpart and can run multiple independent cutting heads from a single power source.
“You can probably get about 400 hours on a set of seals on a direct-drive pump, whereas with an intensifier pump you can get 1,000 hours,” Callahan added. “A direct-drive pump runs at a higher frequency, a higher stroke per minute, and once you get a leak in that seal you will be stroking back and forth more often, thereby going through seals more often.” It can take from 30 minutes to a couple of hours to change a set of seals.
Typically, waterjet pumps operate at 55,000 to 60,000 psi for direct-drive and traditional intensifier pumps and up to 87,000 to 90,000 psi for advanced intensifier pumps. These higher-pressure pumps have a higher initial cost than 60,000-psi pumps, but can increase cutting speeds up to 40 to 50 percent, according to advocates.
Callahan offered this comparison. “Say you are cutting 1 ” of titanium and using a 0.015 ” orifice/0.045 ” nozzle at 60,000 psi. You are using 1.5 lbs. of abrasive per minute, and with that you can achieve a maximum speed of 9 ipm. That [setup] has an operating cost of about 6 cents per inch. Now, using 90,000 psi with the same cutting conditions, you can reach a maximum speed of 15 ipm, and that has an operating cost of about 5 cents per inch.”
Another advantage of higher-pressure pumps is lower abrasive use. “More than 60 percent of daily waterjet consumables cost is the abrasives,” said Bob Pedrazas, marketing manager at waterjet pump and cutting head manufacturer KMT Waterjet Systems Inc., Baxter Springs, Kan. “As you increase the pressure, there is an increase in the stream velocity. By cutting faster, at 90,000 psi, there is less abrasive used, thus reducing the total cost per part.”

Courtesy of Jet Edge
The EDGE X-5 5-axis waterjet system from Jet Edge cuts taper-free 3-D parts.
Other waterjet manufacturers disagree that higher pressure equals faster cutting. “Power at the nozzle is the true predictor of cutting speed,” OMAX’s Parry said. “Because power equals pressure times volume flow rate, a 50 percent increase in flow rate can provide the same increase in cutting speed as a 50 percent increase in pressure. Using a higher power, more efficient direct-drive pump can increase water flow, say from 1 gpm to 1.5 gpm.”
WARDJet’s Day summed it up this way: “It is a fact that higher pressure does equal faster cutting, but all other variables have to be the same. We have not found that the increase in operating cost and the decrease in reliability associated with high-pressure pumps are worth the faster speed.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion